Introduction
Industrial lagoons don't announce problems until those problems become unavoidable. In wastewater treatment plants, anaerobic digesters, food processing facilities, and refineries, sediment accumulates quietly — year after year, inch by inch — until the consequences force action.
Then comes the reckoning: a capacity shortfall, an odor complaint, a discharge permit exceedance, or biogas output that's dropped without obvious cause — sometimes by 20% or more before anyone checks sludge depth.
The underlying problem is usually the same: no one measured the sludge depth until something went wrong.
The sediment itself is manageable. What makes removal genuinely difficult is everything surrounding it: access constraints, toxic gas hazards, liner protection requirements, regulatory compliance obligations, and the cost of taking production offline. That combination is why facilities routinely defer this work until deferral is no longer an option.
This article breaks down why sediment builds up, what makes removal so challenging in industrial settings, what happens when facilities wait too long, and how modern remote-operated systems are reducing the barriers — including Bristola's patented zero-human-entry approach built for covered lagoons and sealed digesters.
TL;DR
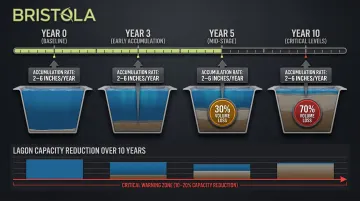
- Industrial lagoons accumulate 2–6 inches of sludge per year, with facilities losing 30–70% of usable volume over a decade without regular removal
- Once sediment exceeds 25% of total lagoon volume, hydraulic retention time drops and treatment performance degrades measurably
- Traditional removal requires lagoon drawdown, production shutdowns, and often dangerous confined space entry
- Remote-operated robotic systems now allow sediment removal while the lagoon stays in full operation, with no human entry and no production downtime required
- Bristola's patented equalization chamber entry system is built to access sealed and covered lagoons directly — a capability no traditional cleaning method offers
What Causes Sediment Buildup in Industrial Lagoons
Industrial lagoons receive a constant stream of process inputs: wastewater discharge, organic slurries, chemical byproducts, and animal waste. Each contributes distinct sediment types that settle at different rates. Inorganic solids like sand and grit drop quickly to the floor. Biological sludge accumulates more slowly but compacts over time. Chemical precipitates (calcium compounds, heavy metal salts) form dense, difficult layers that behave nothing like typical pond mud.
According to US Waste Industries and Drylet, industrial lagoons typically accumulate 2–6 inches of sludge per year, with facilities losing 30–70% of effective volume over 5–10 years without removal. An 18–24 inch depth loss across a large lagoon surface can reduce total treatment volume by 10–20% — a change that's invisible from the surface until performance problems emerge.
Industrial vs. Municipal Sludge: Why It's More Complex
Industrial lagoon sediment differs from municipal sludge in ways that matter for removal planning:
| Characteristic | Industrial Lagoon | Municipal Wastewater |
|---|---|---|
| Organic strength | Higher; complex pollutants | Diluted domestic sewage |
| Toxic compounds | Heavy metals, synthetic chemicals | Fewer toxic compounds |
| Regulatory classification | May qualify as RCRA hazardous waste | Generally biosolids under 40 CFR Part 503 |
| Inorganic content | Sand, grit, calcium precipitates | Lower inorganic fraction |
Bioaugmentation — bacterial seeding to digest organic solids — cannot remove inorganic materials. Sand, grit, and chemical precipitates remain regardless of microbial activity. Facilities that rely on biological treatment alone will see inorganic accumulation continue unchecked.
The Measurement Gap
Accumulation rates are consistently underestimated. Without regular sludge surveys or bathymetric mapping, most facilities don't know how much capacity they've lost until operational symptoms appear. Bristola's sediment mapping services use sonar and GPS technology to produce 3D renderings of sediment volumes, depths, and settlement patterns — giving operators the data to schedule cleanouts before capacity loss forces the issue.
The Unique Challenges of Industrial Lagoon Sediment Removal
Industrial settings compound sediment removal difficulty in four distinct ways. Each one independently complicates the work; together, they explain why so many facilities defer maintenance longer than they should.
Confined Space and Toxic Gas Hazards
Industrial sludge — particularly in covered lagoons and anaerobic digesters — generates hydrogen sulfide (H₂S) and methane during decomposition. These aren't minor nuisances.
- H₂S: OSHA's general industry ceiling is 20 ppm; NIOSH sets the immediately dangerous to life and health (IDLH) threshold at 100 ppm. At high concentrations, H₂S causes rapid unconsciousness with no warning.
- Methane: Classified as a simple asphyxiant with no specific OSHA PEL, but explosive at concentrations above 5% by volume (LEL).
Between 2011 and 2018, 1,030 workers died from occupational injuries involving confined spaces, with annual fatalities ranging from 88 to 166. OSHA's 29 CFR 1910.146 requires written permit programs, atmospheric testing before and during entry, an attendant stationed outside, and formal rescue procedures — but regulatory compliance doesn't eliminate the risk. It manages it.

Any removal method that puts a worker inside a lagoon or covered digester carries this risk as a baseline.
Covered Lagoon Access Constraints
That confined-space risk compounds when physical access is limited. Open-top lagoons can accommodate conventional hydraulic dredges. Covered lagoons used in biogas and RNG production cannot. Sealed or membrane covers restrict physical access to whatever can pass through an existing manhole or port — ruling out excavator-mounted equipment and most standard dredging configurations.
Solving this requires purpose-built entry technology. Bristola's patented equalization chamber entry system deploys a submersible ROV through a sealed manhole pathway without removing the cover or interrupting biogas production — no depressurization, no downtime.
Liner Protection Requirements
Many industrial lagoons are built with HDPE or synthetic geomembrane liners to prevent groundwater contamination. Washington State Ecology guidelines specify a 60-mil minimum for primary HDPE liners, with electrical integrity surveys required every 5 years for single-lined systems.
A single 10mm defect under 300mm of fluid head can produce a leakage rate of nearly 9,900 liters per day. Heavy tracked equipment or aggressive dredging heads create exactly this risk. Liner repair is expensive, time-consuming, and often requires full lagoon dewatering — turning a sediment removal project into a much larger remediation event.
Disposal and Regulatory Compliance
Unlike municipal biosolids, which can often be land-applied, industrial sludge frequently contains compounds that trigger RCRA hazardous waste classification, pushing disposal costs significantly higher.
- Non-hazardous industrial sludge: approximately $80–$88 per ton at permitted landfills
- Hazardous waste (stabilization or incineration): $200–$500 per ton
That's a 2.5x to 6x cost differential — determined entirely by TCLP testing results that must be completed before removal begins. Facilities that skip pre-removal characterization risk discovering a hazardous classification mid-project, when budget changes are hardest to absorb.

What Happens When You Delay Sediment Removal
Deferred maintenance in industrial lagoons isn't a neutral choice. The consequences compound.
Capacity Loss and Treatment Degradation
NC State Extension guidance on anaerobic lagoon management identifies sludge exceeding 25% of total lagoon volume as the threshold at which hydraulic retention time drops and treatment performance degrades. As sediment fills the lagoon floor, effective volume shrinks. Wastewater "short-circuits" through the system — bypassing biological reaction zones and exiting with higher BOD, worse odors, and less treatment than the permit requires.
For anaerobic digesters specifically, reduced hydraulic retention time means less gas production. Bristola has documented digesters where daily biogas yield had dropped 20% after four years without cleaning, with volatile solids reduction falling below 25% and the facility unable to maintain mesophilic operating temperature during colder months.
Regulatory and Financial Exposure
Overcapacity from sediment buildup leads to permit exceedances, effluent quality violations, and in severe cases, uncontrolled overflow events. Regulatory enforcement (fines, mandatory remediation orders) follows directly from deferred maintenance, not just from operational failures.
The financial pressure compounds from another direction. A 2025 ABB global survey of 3,600 decision-makers found:
- 83% estimate unplanned downtime costs at least $10,000 per hour
- 76% put that figure as high as $500,000 per hour
- Food processing facilities specifically average approximately $30,000 per hour
Emergency cleanouts triggered by deferred accumulation carry premium mobilization rates, expedited contractor fees, and extended shutdown requirements. Each year of deferral widens the cost gap between planned maintenance and forced emergency intervention.
Modern Approaches: Removing Sediment Without Stopping Operations
Remote-Operated Robotic Systems
Remotely operated submersible systems have shifted the fundamental calculus of industrial lagoon cleaning. Rather than draining the lagoon, stopping production, and sending workers into a confined space, robotic systems navigate the lagoon floor, break up compacted sediment, and pump it out — with all controls managed from outside the structure.
No human entry. No confined space permit or atmospheric monitoring required inside the structure. That's not a minor operational convenience — it removes the single largest safety risk from the process entirely.
Bristola's Patented Zero-Human-Entry System
Bristola's Submersible Robotic Cleaning System (SRCS) was designed on a straightforward premise: if the ROV never requires human access to enter or operate, the access problem and the safety problem disappear together.
The patented equalization chamber entry system — patented specifically for this application — enables the ROV to enter a sealed covered lagoon or anaerobic digester through an existing manhole (24 inches or larger) without draining the facility or removing the cover. The entry sequence works as follows:
- The ROV connects to a winch system and is lowered through the pressure box into the lagoon
- It travels to the floor and begins breaking up and vacuuming compacted sediment
- Sediment pumps out through a flexible hose to the client's chosen processing equipment
- Sonar navigation and real-time monitoring keep the operator informed under zero-visibility conditions
- When cleaning is complete, the winch retrieves the ROV back through the pressure box

The system also functions as an ongoing monitoring platform — tracking facility condition and performance data and reporting it back to operators, shifting maintenance from reactive to programmatic.
Retrofit vs. new build:
- New builds: Hardware installed before commissioning; no manual cleaning ever required
- Existing facilities: One-time manual cleanout to prepare the facility, then the system takes over for all future cleaning events
A comparative cost analysis Bristola conducted shows traditional cleaning methods running approximately $250,000 annualized per tank (accounting for direct cleaning costs, revenue loss during downtime, chemical treatment, and storage). Bristola's SRCS approach comes in at approximately $170,000 annualized — roughly $80,000 in savings per tank per year.
Pre-Removal Assessment and Post-Removal Disposal
Those cost savings depend on pre-project planning that eliminates surprises. Before any removal begins, two tasks run in parallel:
- TCLP testing and RCRA waste determination to identify disposal classification before removal starts. Discovering a hazardous classification after mobilization is the most avoidable expensive mistake in this type of project.
- Sonar and GPS-based sludge depth mapping to establish where sediment has accumulated, how thick it is, and what volume needs to be removed. Bristola offers this as a standalone service for non-covered lagoons, producing 3D renderings that inform equipment selection and disposal planning.
After removal, dredged or vacuumed sludge typically requires dewatering — via geotextile bags, belt presses, or centrifuges — before transport and permitted disposal. Pre-planning the disposal pathway, including selecting a licensed hauler and confirming the receiving facility accepts the material, prevents project delays that add cost without adding value.
Frequently Asked Questions
Should I remove sludge from the bottom of a pond?
Yes, once accumulation starts reducing capacity, causing odor issues, or degrading treatment performance. NC State Extension identifies 25% volume loss as a useful trigger for industrial lagoons — but high-value production facilities should act earlier, before degradation appears in effluent quality.
What is lagoon dredging?
Lagoon dredging is the mechanical removal of accumulated sediment, sludge, and debris from a lagoon floor using suction, hydraulic, or robotic equipment. Traditional methods require lagoon drawdown; modern robotic systems perform the same work while the lagoon remains in full operation.
How often should industrial lagoons be cleaned?
Frequency depends on input loading rates, lagoon volume, and process type. NRCS Conservation Practice Standard Code 359 recommends annual sludge surveys after five years of operation. Most industrial facilities benefit from surveys every 1–2 years, with removal triggered by measured volume or performance thresholds rather than a fixed calendar schedule.
Can industrial lagoons be cleaned without shutting down operations?
Yes. Remote-operated and robotic systems — including Bristola's zero-human-entry system for covered lagoons — allow sediment removal while the facility operates at full capacity. Bristola's system requires liquid to remain in the tank during cleaning, so continuous operation is built into how the process works.
What are the safety risks of industrial lagoon sediment removal?
The primary risks are confined space entry hazards, H₂S and methane exposure, and physical access dangers around sealed structures. Zero-human-entry robotic systems eliminate these risks at the source by removing workers from the hazardous environment entirely — no monitoring equipment or emergency standby required.