This guide is written for food processing plant managers, sanitation supervisors, and food safety compliance officers. It covers the complete seven-step cleaning and sanitizing sequence for food contact surfaces and processing areas, explains why each step exists, and identifies where failures most commonly occur.
TL;DR
- Cleaning removes physical soils; sanitizing reduces microbial load — they are distinct actions that must happen in sequence
- The seven steps are: remove debris → pre-rinse → apply detergent and scrub → final rinse → inspect → sanitize or disinfect → dry
- Skipping or reordering steps — especially applying sanitizer before a complete rinse — can neutralize the sanitizer entirely
- These steps apply to all food contact surfaces, processing equipment, floors, walls, and liquid storage tanks
- Documentation in a Sanitation SOP is required to meet GMP, SSOP, and HACCP compliance standards
What Is the Cleaning and Sanitizing Process in Food Processing?
The cleaning and sanitizing process is a structured, sequential series of steps designed to first remove physical soils from food contact surfaces, then reduce harmful microorganisms to levels safe for food production.
The two core actions are distinct and cannot substitute for each other:
- Cleaning removes visible organic material — food residue, grease, proteins, and debris — using detergents and mechanical action
- Sanitizing uses registered chemical agents to reduce bacterial and microbial load on a surface that has already been cleaned
Sanitizers do not clean, and cleaning does not sanitize. A surface carrying organic residue cannot be effectively sanitized: the residue physically shields microorganisms from the sanitizer. In the case of alkaline detergent residue, it also chemically neutralizes acidic sanitizers before they can act.
This is why visible cleanliness alone is not a reliable safety indicator. Many facilities assume a spotless surface is also microbiologically safe — it is not. Bacteria such as Salmonella and E. coli resist soaps and detergents and can persist on surfaces that look clean. Eliminating them requires a dedicated sanitizing step applied to a properly cleaned and rinsed surface.
Why Proper Cleaning and Sanitizing Matter
The CDC estimates 48 million people get sick, 128,000 are hospitalized, and 3,000 die from foodborne diseases each year in the United States. Food manufacturing environments are a significant contributor — and the consequences of inadequate sanitation extend well beyond public health.
What's at Stake for Food Processing Operations
Facilities operating under FDA FSMA and USDA requirements must maintain consistent sanitation across shifts. The specific risks that a rigorous cleaning protocol addresses include:
- Microbial contamination — Listeria monocytogenes, Salmonella, and E. coli can survive and spread between production runs
- Biofilm formation — once established, biofilms can require sanitizer concentrations 10 to 1,000 times higher than those effective against free-floating cells
- Allergen cross-contact — inadequate cleaning between production runs can transfer allergenic proteins to non-allergen products
- Regulatory exposure — sanitation failures are among the leading causes of FDA Form 483 observations and USDA FSIS recall actions
Direct costs from a single food recall average $10 million, before factoring in brand damage or lost sales. A failed audit or regulatory action can stop production entirely, compounding financial losses with every idle shift.
The Seven Steps to a Clean and Sanitized Food Processing Facility
Regulatory bodies and food safety programs worldwide have converged on this sequence. Each step creates the conditions for the next to work. Reordering or skipping steps doesn't just miss a single action — it compounds contamination risks downstream.

Step 1: Remove Debris
Physically remove gross soils — food residue, solids, proteins, lubricants, and mineral deposits — from all food contact surfaces before any liquid is introduced.
Tools used: lint-free cloths, scrapers, brushes, vacuums, or dry/low-moisture steam
This step prevents soils from being pushed deeper into cracks, seams, and equipment gaps during the rinsing phase. Skipping it means the pre-rinse redistributes contamination rather than removing it.
Step 2: Pre-Rinse to Clear Residue
Rinse surfaces with warm potable water to remove loosened debris. Water temperature matters here: NSF International recommends staying below 120°F (48.9°C). Water that is too hot causes proteins to denature and bond to surfaces, making them far harder to remove in subsequent steps.
High-pressure hoses are discouraged at this stage — they aerosolize soils onto already-cleaned areas and can drive residue deeper into equipment seams.
Dry-processing exception: Facilities handling low-moisture products (nuts, spices, dried grains) must use water-free cleaning methods — dry brushing, vacuuming, or low-moisture steam — to avoid introducing moisture that supports microbial growth.
Step 3: Apply Detergent and Scrub
Apply a registered cleaning chemical formulated to break down fats and proteins. Follow manufacturer-specified dilution rates and contact times precisely.
Why dilution precision matters:
- Under-diluted solutions may not remove soils effectively and can contribute to bacterial tolerance over time
- Over-concentrated solutions risk leaving chemical residues on food contact surfaces and create worker safety hazards
Foam cleaners are strongly recommended — the extended contact time increases cleaning effectiveness, and the visible foam makes it easier to confirm coverage. Manual scrubbing is not optional; mechanical action is what lifts emulsified soils off surfaces.
Step 4: Thorough Post-Detergent Rinse
Perform a complete rinse with potable water to remove all detergent residue before sanitizing. This is the most frequently skipped step — and the most consequential one to skip.
Most detergents are alkaline; most sanitizers are acidic (particularly peracetic acid and chlorine-based compounds). Alkaline residue left on a surface will chemically neutralize the sanitizer, reducing or eliminating its efficacy before it contacts any microorganisms. The EPA's label requirements for food contact surface sanitizers explicitly require a potable water rinse between detergent washing and sanitizer application. Rushing this step produces a surface that appears sanitized but functionally is not.

Step 5: Inspect and Spot-Clean
Visually inspect all surfaces before applying sanitizer, with specific attention to:
- Hollow frames and equipment legs
- Gaskets, seals, and O-rings
- Drains and drain covers
- Hard-to-reach areas and equipment joints prone to biofilm accumulation
Spot-clean any remaining residue before proceeding. Applying sanitizer over unremoved soil wastes the sanitizer and creates a false record of compliance.
CIP note: For enclosed processing equipment with internal food-contact zones that cannot be reached manually, clean-in-place (CIP) protocols apply. CIP flow rates must exceed 5 feet per second to achieve the turbulent mechanical action needed. FDA guidance also requires facilities to validate CIP cleaning processes, confirming they consistently remove residues to acceptable levels.
Step 6: Sanitize or Disinfect
Apply a registered sanitizing or disinfecting product verified as suitable for food and beverage processing environments.
| Sanitizer | Disinfectant | |
|---|---|---|
| Action | Reduces microbial load to safe levels | Destroys a broader range of microorganisms |
| Speed | Faster-acting | Slower-acting |
| EPA standard | 5-log (99.999%) reduction on food contact surfaces | More rigorous testing requirements |
| Typical use | Food contact surfaces between shifts | Environmental surfaces, high-pathogen situations |
Under FIFRA, any product making sanitizing or disinfecting claims must be EPA-registered. Common options include:
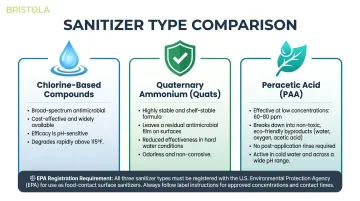
- Chlorine-based compounds — broad spectrum, inexpensive, but efficacy drops at higher pH and temperatures above 115°F
- Quaternary ammonium (quats) — stable, residual antimicrobial film, but less effective in hard water
- Peracetic acid (PAA) — effective at 60–80 ppm, breaks down into non-toxic components, typically no post-application rinse required on food contact surfaces
Using an unregistered product creates a compliance exposure and leaves you without validated efficacy data if a contamination event is ever investigated.
Step 7: Dry
Allow surfaces to air dry completely before resuming production. Wiping down a sanitized surface with a cloth recontaminates it.
Residual moisture is not a cosmetic issue — it creates the exact conditions that support microbial growth, particularly Listeria, which thrives in cool, damp environments common in food processing facilities. For areas that cannot air-dry within the available window, a leave-on sanitizer applied per label instructions is appropriate.
Key Factors That Affect Cleaning Effectiveness
Following the seven steps correctly is necessary, but it is not sufficient on its own. Several variables affect whether each step achieves its intended outcome.
Chemical and Water Variables
- Detergent and sanitizer selection — alkaline detergents for fats and proteins, acid cleaners for mineral deposits; all products should be NSF-registered under the Nonfood Compounds Registration Program (categories A1–A8 for cleaners, D2 for food contact surface sanitizers)
- Water hardness — hard water (121 mg/L calcium carbonate or higher) reduces sanitizer efficacy; divalent cations react with active sanitizer ingredients and can clog CIP spray ball openings
- Water pH — chlorine-based sanitizers lose efficacy as pH rises; the active antimicrobial form (hypochlorous acid) dissociates into the less effective hypochlorite ion at higher pH
- Dilution rates — too low and you have insufficient microbial kill; too high and you risk product adulteration
Operational Conditions That Reduce Effectiveness
- Time pressure between shifts shortening contact times below manufacturer-specified minimums
- Incorrect water temperature (too hot at pre-rinse, too cold at detergent application)
- Failure to disassemble equipment before cleaning, leaving internal surfaces inaccessible
- Staff unfamiliar with the rationale behind the sequence — teams that understand why each step exists are more likely to execute each one correctly
Large Liquid Storage Infrastructure
The factors above apply to surface equipment — but many food and beverage processors operate large liquid storage tanks, holding tanks, covered lagoons, and anaerobic digesters on-site that fall outside standard sanitation programs entirely. These infrastructure elements carry the same contamination and regulatory risks: sediment and sludge accumulation degrades product quality and creates conditions for microbial growth. The operational challenges, however, are significantly different.
Traditional cleaning requires draining the tank, halting production, and in most cases, having workers enter a confined space. From 2011 to 2018, 1,030 workers died from occupational injuries involving confined spaces in the United States, with approximately 60% of fatalities involving would-be rescuers who entered without adequate protection.
Bristola's zero-human-entry robotic cleaning system is designed for exactly this problem. Using a patented equalization chamber entry system — an airlock-type mechanism that mounts on existing manholes 24 inches in diameter or greater — Bristola's submersible ROV enters tanks while they remain in active operation.
The ROV removes sediment and sludge through a flexible hose to a processing option of the customer's choice, without draining the tank or stopping production. For food and beverage processing clients including JBS and ADM, this approach removes the confined space entry hazard, cuts production downtime to zero, and gives facilities a documented record of maintained sanitation standards for their liquid storage infrastructure.

Common Mistakes in Food Processing Sanitation
Visual Cleanliness Is Not Microbiological Safety
This is the most damaging assumption in facility sanitation. Invisible residues and biofilms can harbor pathogens even when surfaces appear spotless. Biofilm-protected cells require dramatically higher sanitizer concentrations than free-floating bacteria — and a surface that passed a visual inspection may still fail an ATP bioluminescence swab.
Confusing Sanitizing, Disinfecting, and Cleaning
These terms are legally distinct under EPA and FDA frameworks:
- Cleaning removes soils — it does not kill pathogens
- Sanitizing reduces microbial load on a cleaned surface to safe levels
- Disinfecting destroys a broader range of microorganisms and meets more rigorous EPA testing standards
Many sanitation programs use these terms interchangeably, which leads to wrong product selection, skipped steps, and compliance gaps. GMP, SSOP, and HACCP documentation requires that facilities understand and apply the distinction correctly.
Treating the Sequence as a Checklist Instead of a Dependent Chain
When teams are rushed or understaffed, Steps 4 (rinse) and 5 (inspect) are most frequently compressed or eliminated. The consequence is direct: the sanitizer applied in Step 6 is partially or fully neutralized by detergent residue, the surface looks compliant, and the microbial load has not actually been reduced. Skipping those steps doesn't save time — it invalidates every step that follows.
Frequently Asked Questions
What are the standard steps in the cleaning process for a food processing plant?
The seven steps in order are: remove debris, pre-rinse, apply detergent and scrub, final rinse, inspect and spot-clean, sanitize or disinfect, and dry. This sequence is required under GMP, SSOP, and HACCP frameworks and is followed by food safety programs worldwide.
What is the correct order for cleaning food processing equipment?
Physical soil removal comes first, followed by rinsing, then detergent application — and detergent must be fully rinsed before sanitizer is applied. Never combine these two steps: detergent chemically neutralizes sanitizer, eliminating its effectiveness entirely.
What methods of cleaning are used in food processing?
Main methods include manual scrubbing, foam cleaning, clean-in-place (CIP) systems for enclosed equipment, dry cleaning for low-moisture processing areas, and high-temperature steam. The appropriate method depends on the surface type, soil load, and whether moisture can be safely introduced.
What cleaning agents are commonly used in food processing plants?
Alkaline detergents break down fats and proteins; acid cleaners address mineral deposits and scale. Sanitizers — including chlorine-based compounds, quaternary ammonium compounds, and peracetic acid — reduce microbial load. All should be NSF-registered or EPA-approved for food processing facilities.
Is scheduled cleaning part of HACCP?
Yes. Cleaning and sanitation schedules are documented in Sanitation Standard Operating Procedures (SSOPs), which function as prerequisite programs supporting the HACCP plan. Under USDA FSIS regulations (9 CFR Part 416), SSOPs must be maintained on file and are subject to inspection at any time.
What are the 5 C's of food safety?
The 5 C's are typically defined as: Clean, Cook, Chill, Cross-contamination prevention, and Check (or Compliance, depending on the framework). "Clean" — the foundation of the framework — covers the full seven-step process this guide addresses.