Introduction
Equipment failure in a food processing plant isn't just an operational problem — it's a food safety problem. A worn seal, a failing CIP system, or a degraded refrigeration unit doesn't just slow production; it can contaminate product, trigger a recall, or bring regulatory scrutiny that shuts your line down entirely.
Deferred maintenance compounds fast. Unplanned downtime, scrapped batches, and compliance violations pile up — and emergency repair costs make any preventive program look cheap by comparison. According to an ABB global survey of 3,600 industrial decision-makers, 83% agree unplanned downtime costs a minimum of $10,000 per hour — and in food manufacturing, that figure doesn't account for product loss or regulatory exposure.
This guide covers:
- Why food plant maintenance carries higher stakes than general industrial work
- The four core maintenance types and when to apply each
- Warning signs that action is overdue
- How to build a practical maintenance schedule
- Best practices that keep food processing operations running safely
TL;DR
- Food processing maintenance directly affects product safety, regulatory compliance, and production continuity — not just equipment longevity
- Four maintenance types apply: preventive, corrective, predictive/condition-based, and major overhaul — each suited to different assets and risk levels
- Early warning signs include reduced throughput, unusual vibrations or noise, and rising energy consumption
- Build maintenance schedules around equipment criticality, food safety risk, and production windows
- Best practices include food-grade materials, documented procedures, cross-trained technicians, and no-entry robotic cleaning for tanks that can't afford downtime
Why Maintenance of a Food Processing Plant Matters
Food processing maintenance operates in a different risk environment than general industrial maintenance. When equipment fails in a food plant, the consequences extend beyond repair costs and lost production time — product safety, regulatory standing, consumer trust, and brand reputation all take a hit.
Regulatory Requirements Are Non-Negotiable
FDA's Current Good Manufacturing Practices under 21 CFR Part 117 are explicit. Key requirements include:
- 21 CFR 117.35: Buildings and physical facilities must be "maintained in a clean and sanitary condition and kept in repair adequate to prevent food from becoming adulterated"
- 21 CFR 117.40: All equipment must be "adequately maintained to protect against allergen cross-contact and contamination" — seams on food-contact surfaces must be "smoothly bonded or maintained" to minimize microbial growth
- 21 CFR 117.80: Requires equipment be "maintained in an adequate condition through appropriate cleaning and sanitizing"
These CGMP requirements are incorporated into FSMA's Preventive Controls for Human Food rule, which requires a written food safety plan with risk-based preventive controls covering equipment and facility conditions. That regulatory framework exists for a reason: poorly maintained equipment doesn't just underperform — it actively creates contamination pathways.
Equipment Failures Create Direct Contamination Risk
Degraded equipment is a documented source of physical contaminants in finished product. A peer-reviewed study published in Heliyon (2023) found that foreign materials account for roughly one in ten food recalls over the past 20 years, with plastic fragments being the most common contaminant. Sources identified include freezer belts, conveyors, damaged sieves, and metal fragments scraped from worn baking surfaces — all directly tied to equipment condition.
The Cost Gap Between Reactive and Preventive Maintenance
The DOE Federal Energy Management Program's O&M Best Practices Guide benchmarks per-horsepower annual costs as follows:
| Strategy | Cost per HP/Year | Savings vs. Reactive |
|---|---|---|
| Reactive (run-to-failure) | $18 | Baseline |
| Preventive (time-based) | $13 | 12–18% |
| Predictive (condition-based) | $9 | Additional 8–12% |
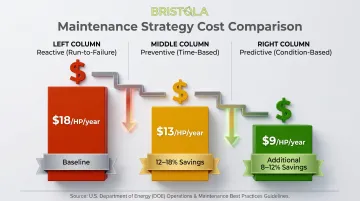
In food manufacturing, those direct cost differences expand when you add scrapped product, regulatory penalties, customer penalties, and emergency contractor premiums on top of repair costs.
Types of Maintenance for Food Processing Plants
No single maintenance approach suits every asset in a food plant. The right strategy depends on equipment type, criticality, and the food safety risk associated with failure.
Preventive / Scheduled Maintenance
Preventive maintenance is time-based and forms the backbone of any food plant program. Common tasks include:
- Lubrication with food-grade lubricants on a defined schedule
- Seal and gasket inspection and replacement at set intervals
- Calibration of temperature sensors, pressure gauges, and flow meters
- Pre-operational equipment checks before each production run
- CIP (Clean-in-Place) system inspections and performance verification
Preventive maintenance works best on lower-risk equipment with predictable wear patterns. It's labor-intensive but avoids the premium costs of emergency repairs and the compliance exposure of reactive failures.
Corrective / Reactive Maintenance
Corrective maintenance is triggered by equipment failure, a failed inspection, or an unexpected shutdown. Over-reliance on reactive maintenance in food environments is particularly costly — not just because of the repair itself, but because many failures in food plants require an immediate production halt and full sanitization before the line can resume.
That sequence — failure, shutdown, sanitation, repair, re-sanitation, restart — compounds the true cost significantly compared to a planned intervention. In HACCP-critical systems, the compliance exposure adds another layer.
Predictive / Condition-Based Maintenance
Predictive maintenance uses real-time condition data to identify developing failures before they occur. Technologies relevant to food processing environments include:
- Vibration analysis for rotating equipment (pumps, mixers, conveyors)
- Thermal imaging for electrical panels and mechanical systems
- Motor current analysis to detect load changes indicating bearing or gear wear
- Sensor-based monitoring of temperature, pressure, and flow — all must be rated for washdown environments
Liquid storage assets present a specific challenge for condition-based monitoring. Anaerobic digestion tanks, covered lagoons, and process tanks common at food and protein processing facilities traditionally require draining, personnel evacuation, and a full production halt before any inspection or cleaning can occur.
Bristola's robotic cleaning system solves this by deploying a submersible ROV through a patented equalization chamber entry system, cleaning the tank and collecting sonar-based sediment mapping data while the facility stays in operation. For food processing plants running on-site biogas digesters or wastewater infrastructure, this removes both the OSHA confined space risk and the associated downtime cost in a single service event.
Major / Overhaul Maintenance
Full overhauls are required for end-of-life component replacement, major structural repairs, or regulatory-mandated shutdowns. In food facilities, these are typically scheduled during holiday shutdowns or planned production lulls.
Pre-planning is critical. Overhaul projects must address:
- Surface preparation and substrate condition assessment
- Approved, food-safe coating systems for any surfaces that contact product or cleaning solutions
- Contractor selection with documented food safety and GMP awareness
- Rapid return-to-service planning to minimize production disruption
Warning Signs Your Food Processing Plant Needs Maintenance
Catching problems early matters more in food processing than in most industrial settings. Equipment failures here carry food safety and compliance consequences that go far beyond lost production time.
Performance and Output Changes
These are often the first measurable signals:
- Reduced throughput or inability to complete standard production cycles at normal speed
- Inconsistent processing results — temperature deviations, fill weight variation, or compromised seal integrity
- Increased energy consumption for the same workload
That last point is worth watching closely. The DOE estimates that well-executed maintenance programs can save 5% to 20% on annual energy bills — sustained consumption increases on specific lines are a reliable early indicator of mechanical degradation, not just an efficiency footnote.
Unusual Equipment Behavior
Equipment signals distress before it fails outright:
- Abnormal noise or vibration from motors, conveyors, mixers, or pumps
- Unexpected shutdowns or frequent tripping of safety cutoffs
- CIP cycles completing outside normal time or pressure parameters
- Elevated heat on motor housings or drive components
Visible Wear and Digital Alerts
Physical inspection catches what sensors miss — and sensors catch what eyes overlook. Watch for both:
- Corrosion, cracked seals, or gasket deterioration on food-contact surfaces
- Buildup in hard-to-clean areas or around fittings and joints
- Paint or coating degradation on surfaces near food zones
- Repeated error codes on PLCs or HMIs
- Failed calibration readings on thermometers, metal detectors, or pressure gauges
- Sensor alerts indicating operation outside validated parameters

Any of these signals, physical or digital, should trigger a documented maintenance review. A reset without investigation just delays the inevitable.
Building a Food Processing Plant Maintenance Schedule
No universal frequency applies across a food plant. Equipment criticality, food safety risk, regulatory requirements, production intensity, and run patterns all determine how often each asset needs attention.
Maintenance Frequency Reference
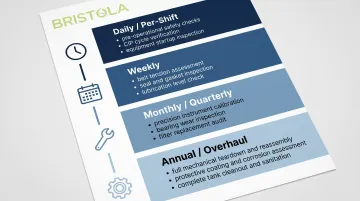
| Frequency | Tasks |
|---|---|
| Daily / Per-Shift | Pre-op equipment checks, visual inspection of food-contact surfaces, CIP system verification, temperature and pressure log review |
| Weekly | Conveyor belt tension and alignment, seal and gasket inspection, filter cleaning or replacement, pump and motor performance review |
| Monthly / Quarterly | Calibration of critical instruments (thermometers, pressure gauges, metal detectors), bearing inspections, refrigeration system checks, full CIP audit |
| Annual / Overhaul | Complete equipment teardown inspection, full seal and gasket replacement, structural and coating assessment, regulatory compliance audit, tank and liquid storage cleanout |
Scheduling Considerations
Three factors most often determine whether a maintenance schedule actually holds up in practice:
- Production seasonality: Peak seasons compress available windows. Schedule overhaul work during planned shutdowns — squeezing it into active production creates both safety and quality risks.
- Equipment run type: Assets that can't be taken offline — liquid storage tanks, digesters, covered lagoons — need condition-based monitoring and in-operation cleaning approaches (such as Bristola's ROV technology) to avoid halting production.
- HACCP criticality: Pasteurizers, metal detectors, and refrigeration systems warrant the highest frequency and strictest documentation. These can't be deprioritized for convenience.
Best Practices for Food Processing Plant Maintenance
Use Food-Grade Materials and Sanitary Procedures
All lubricants, gaskets, seals, and replacement parts must be food-grade certified. Using non-certified materials on food-contact surfaces creates direct regulatory exposure — there's no variance available here.
Maintenance personnel must follow strict protocols:
- Clean coveralls, hair and beard covers, no jewelry
- Tool sanitization before and after any work on food-contact surfaces
- Handwashing compliance aligned with GMP requirements
Maintain Thorough Documentation
Every maintenance activity — routine or emergency — should be logged with date, technician name, work performed, and materials used. Under 21 CFR 117.315, records required under Part 117 must be retained at least 2 years after preparation (1 year for perishable food records), and must be available promptly for FDA inspection.
These records aren't just compliance paperwork. They're the evidence base for HACCP audits, trend analysis, and continuous improvement.
Cross-Train for Food Safety Awareness
Maintenance technicians in food plants need more than mechanical skills. They must understand:
- GMP requirements and why they apply to maintenance activities
- Allergen cross-contamination risks during equipment repair
- Lockout/tagout (LOTO) procedures specific to food processing machinery
- Sanitary design principles and why they affect repair decisions
Training refreshers should track regulatory updates on a rolling basis, not sit on an annual calendar as a box to check.
Prioritize by Criticality and Food Safety Impact
Build your maintenance prioritization around a formal criticality matrix that accounts for:
- Food safety impact of failure (contamination risk, HACCP CCP status)
- Production bottleneck risk (single points of failure with no redundancy)
- Failure probability based on age, condition, and historical data
HACCP CCP equipment — pasteurizers, metal detectors, refrigeration — receives the highest frequency and the most rigorous documentation. Lower-risk utility equipment can run on longer intervals.
Eliminate Downtime Barriers for Liquid Storage and Tank Maintenance
Tank cleanouts are among the most overlooked maintenance bottlenecks in food and protein processing plants. Traditional methods require full production shutdown, drainage, and manual confined space entry — a sequence that's both operationally costly and inherently hazardous.
OSHA's own reporting identified a rise in fatalities and amputations among food processing workers in 2022–2023, with maintenance activities including cleaning and sanitizing identified as primary risk contributors.
For food and protein processing facilities with on-site liquid storage, Bristola's robotic cleaning system addresses this directly. The patented equalization chamber entry system deploys a submersible ROV through a portal fitted to any manhole 24 inches or greater — no drain-down, no confined space protocols, no production halt.
The system delivers more than a cleanout. Capabilities include:
- Cleans tank interiors while the facility runs at full operational capacity
- Collects real-time sonar-based condition data during each cleaning cycle
- Generates reports on sediment volume, tank depth, and performance metrics
- Supports ongoing maintenance planning rather than one-time point-in-time cleanouts

Bristola serves food and protein processing customers including JBS and ADM.
Manage Temporary Repairs with a Written Policy
Temporary fixes are sometimes unavoidable. But in a food plant, they require structure. Create a documented policy that defines:
- When temporary repairs are acceptable (non-food-contact surfaces only, or with isolation measures)
- Required safeguards while the temporary fix is in place
- Maximum allowed interval before permanent resolution
Temporary repairs on HACCP-critical equipment or food-contact surfaces should require supervisory sign-off and a documented permanent repair timeline.
Frequently Asked Questions
What is the purpose of maintenance in food processing equipment?
Maintenance in food processing equipment ensures product safety, prevents contamination, maintains regulatory compliance, and keeps production running without unplanned interruptions. Unlike general industrial maintenance, the stakes extend to food safety — equipment failures can trigger recalls, regulatory shutdowns, and direct public health consequences.
What are the main types of maintenance for a food processing plant?
The four core types are preventive (scheduled upkeep), corrective (reactive repair after failure), predictive/condition-based (monitoring-driven interventions), and major overhaul (full teardown or structural repair). Most plants use a combination, with the balance determined by equipment criticality and food safety risk.
What are the key steps in a food processing plant maintenance program?
Inventory all assets, assess criticality and food safety risk for each, identify likely failure modes, plan preventive tasks and schedules, document all work, and continuously improve based on inspection outcomes and equipment performance data.
What are the duties of a maintenance department in a food processing plant?
Core duties span equipment care, compliance, and safety:
- Scheduled and corrective equipment repairs
- GMP and HACCP compliance
- Equipment sanitation after maintenance work
- Activity documentation and recordkeeping
- Coordinating planned downtime with production
- Food safety training for maintenance staff
What is TPM (Total Productive Maintenance) in the food industry?
TPM is a proactive maintenance philosophy that involves all employees — including operators — in equipment care, targeting zero breakdowns, defects, and accidents. In food processing, TPM integrates food safety and sanitation standards into routine operator-level tasks. Bright Dairy Plant 4's TPM implementation improved OEE from 75% to 82% and equipment availability from 83.5% to 89.2% over two years.
What are common maintenance frameworks used in food processing plants?
The 4 P's framework (People, Parts, Processes, Performance) is a common structure for organizing maintenance programs. The 10x principle is also widely cited: reactive maintenance costs roughly ten times more than prevention when factoring in downtime, product loss, and emergency labor — a figure the DOE supports through documented ROI data on predictive maintenance programs.