Left unaddressed, sludge reduces storage capacity, accelerates corrosion, contaminates fluid quality, throws off volume readings, and eventually forces costly unplanned shutdowns.
This guide covers the exact steps to remove sludge from industrial water and liquid storage tanks — what you need before starting, the variables that determine success, common mistakes to avoid, and when a modern alternative to manual cleaning makes more operational and financial sense.
TL;DR
- Sludge forms from settling organic matter, sediment, or hydrocarbon residue and requires scheduled removal to preserve tank performance
- The removal process follows a clear sequence: assess, prepare, loosen, extract, verify
- Sludge type, tank access design, and layer age are the three variables that most affect removal outcomes
- Manual cleaning with human tank entry triggers OSHA permit-required confined space requirements under 29 CFR 1910.146
- Robotic systems like Bristola's remove sludge without human entry or production downtime, avoiding the two core risks of traditional cleaning
What You Need Before Removing Sludge from a Water Tank
Equipment and Access Requirements
Before any cleaning begins, you need the right equipment matched to your tank type and sludge composition:
- High-pressure water jetting equipment for breaking apart compacted organic or biological sludge
- Vacuum truck or submersible pump for extracting loosened slurry
- Appropriate hoses and containment vessels sized for the expected sludge volume
- Multi-gas detector (calibrated for O₂, combustibles, and H₂S at minimum)
- Lighting and inspection camera for tanks where visual access is limited or confined space entry is being avoided
Safety and Compliance Readiness
Any tank cleaning that involves a person entering the tank qualifies as confined space entry. Under OSHA 29 CFR 1910.146, permit-required confined space work demands:
- Atmospheric testing for oxygen (acceptable range: 19.5–23.5%), combustibles (below 10% LFL), and toxics — tested in that order before entry
- Continuous forced-air ventilation at all access points
- A trained attendant stationed outside the tank throughout the operation
- A signed entry permit authorized by a designated entry supervisor
- A documented rescue plan with non-entry rescue capability where feasible
H₂S concentrations in anaerobic digesters and wastewater tanks can reach 600 to over 7,000 ppm from biogas alone — far exceeding every regulatory threshold. Know the limits before entry:
| Standard | H₂S Threshold |
|---|---|
| NIOSH ceiling REL | 10 ppm |
| OSHA PEL ceiling (general industry) | 20 ppm |
| IDLH | 100 ppm |
Supplied air respirators, not standard respirators, are required at any concentration approaching IDLH.
Sludge and Tank Assessment
Three factors determine your equipment selection, extraction method, and timeline before a single tool enters the tank:
- Sludge type — organic/biological, hydrocarbon/oil-based, or inorganic sediment each require a different removal approach
- Accumulation depth — affects pump sizing, extraction time, and whether chemical pre-treatment is needed
- Available access points — determines which equipment can physically enter and whether full-floor coverage is achievable

How to Remove Sludge from a Water Tank: Step-by-Step
This process applies to industrial-grade liquid storage tanks — anaerobic digesters, wastewater holding tanks, petroleum storage, and similar large-scale systems. The safety requirements, equipment, and complexity are in a different category from residential applications.
Step 1: Inspect and Assess the Tank
Conduct a visual or camera-based inspection before anyone approaches access points. You need to confirm:
- Sludge depth and floor distribution
- Whether the sludge is fluid, semi-solid, or hardened/caked (this determines whether chemical pre-treatment or mechanical agitation is needed)
- Gas levels using a calibrated multi-gas detector, checked from outside access points first
Document all findings. Cross-check atmospheric readings against applicable safety thresholds for your specific tank contents — especially H₂S, methane, and oxygen deficiency risks in digesters and wastewater tanks.
Step 2: Prepare the Tank and Safety Setup
With inspection complete:
- Partially or fully drain the tank to a safe operating level if production allows
- Establish a safe work zone with barriers and signage around all access points
- Position ventilation fans at every access point before any personnel approach
- Station an attendant outside with communication equipment if human entry will occur
- Verify training and rescue readiness : all personnel must have completed confined space entry training, with a rescue plan and equipment in place per OSHA requirements
Step 3: Loosen and Dislodge the Sludge
Method depends on sludge type:
- Organic/biological sludge: High-pressure water jets or agitation nozzles break apart the settled layer and suspend material for pump extraction
- Hydrocarbon or oil-based sludge: Apply an appropriate emulsifying cleaning agent and allow adequate dwell time
- Hardened or long-neglected layers: Mechanical scraping or brushing combined with chemical agitation may be required
Hardened sludge carries the highest human entry risk. Workers must access areas with limited ventilation and potentially concentrated atmospheric hazards — confined spaces where gas readings can shift quickly once disturbed.
Step 4: Extract, Flush, and Verify
Once sludge is loosened:
- Extract using a submersible pump, vacuum truck, or sump pump and direct material to appropriate containment
- Classify the waste before disposal. Under 40 CFR Part 261, sludge may qualify as hazardous waste (F, K, P, U codes or D001–D043 characteristics). Petroleum refinery primary sludge is listed as F037; biosolids from wastewater treatment fall under 40 CFR Part 503. Disposal requirements vary widely — confirm classification before hauling
- Flush tank walls and floor with clean water to remove residual particles
- Conduct final inspection (visual or camera) to confirm complete removal
- Document everything: tank condition, sludge volume removed, findings, and date for maintenance logs

Key Variables That Affect Sludge Removal Results
Two tanks with identical sludge volumes can require completely different approaches. Here's what actually determines outcomes:
Sludge Type and Composition
| Sludge Type | Common Sources | Removal Approach |
|---|---|---|
| Organic/biological | Anaerobic digesters, wastewater tanks, food processing | High-pressure agitation, mechanical disruption |
| Hydrocarbon/petroleum | Oil storage, refineries | Chemical emulsification, then pump-out |
| Inorganic sediment | Water treatment, industrial storage | Mechanical removal, vacuum extraction |
Mismatching method to sludge type doesn't just reduce effectiveness — it accelerates re-accumulation in the same dead zones, compounding the next cleaning cycle.
Tank Access Configuration
Tanks with limited or single-point access restrict which equipment can be deployed and whether high-pressure jetting can reach the full tank floor. Covered lagoons and sealed digesters present the highest access complexity.
Poor access creates two problems: it forces more human entry time to reach dead zones, and it leaves areas where sludge simply isn't removed — both increasing risk and reducing effectiveness.
Sludge Layer Age and Hardness
- Weeks to months old: Typically fluid, relatively easy to pump out
- Years old: Can consolidate into a dense layer that requires significantly more energy, time, and chemical treatment to loosen
A real-world example: a 1.2 million gallon EnviTec digester that hadn't been cleaned in over four years saw volatile solids reduction drop below 25%, lost the ability to maintain mesophilic temperature in winter, and experienced a 20% drop in daily biogas production. Each missed cleaning cycle doesn't reset at zero — it raises the baseline difficulty and cost of the next one.
Cleaning Frequency and Scheduling
Tanks cleaned on a preventive schedule rarely develop extreme hardening. Reactive cleaning, triggered only after equipment failure or efficiency loss, consistently costs more in downtime, labor, and chemical treatment than planned maintenance.
API 653 governs inspection intervals for aboveground storage tanks. For petroleum storage, internal inspections are planned around corrosion data and generally capped at 10-year intervals for most services.
For digesters and wastewater systems, cleaning frequency is driven by solids loading rates and process performance data — not a fixed calendar.
Common Mistakes When Removing Tank Sludge
Skipping pre-entry gas testing is the most dangerous error. BLS data from 2011–2018 records 1,030 U.S. worker deaths involving confined spaces, with 205 occurring in tank, bin, or vat interiors. An OSHA accident report documents two deaths during frack tank cleaning where H₂S was present and permit procedures were not followed. Sludge decomposition in enclosed tanks can generate lethal H₂S concentrations and oxygen-deficient atmospheres with no visible warning.
Two other mistakes consistently undermine otherwise solid cleaning efforts:
- Wrong cleaning agent: A hydrocarbon emulsifier applied to organic biofilm won't dissolve it and can introduce chemical contamination. Match the agent to your sludge type identified during the initial assessment.
- Skipping final flush and verification: Residual sludge particles left after cleaning accelerate re-accumulation in the same locations. The post-clean inspection is not a formality — it determines whether the cleaning actually holds.
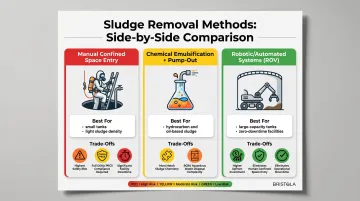
Sludge Removal Methods Compared: Choosing the Right Approach
| Method | Best For | Key Trade-Offs |
|---|---|---|
| Manual confined space entry | Small tanks, light sludge, full shutdown available | Highest safety risk; full OSHA PRCS compliance required; significant downtime |
| Chemical emulsification + pump-out | Hydrocarbon/oil sludge; minimizing entry duration | Chemical must match sludge type; RCRA disposal compliance adds complexity |
| Robotic/automated systems | Large tanks, digesters, covered lagoons, facilities where downtime or confined space risk is unacceptable | Higher upfront investment; eliminates downtime and human entry entirely |
Manual Confined Space Entry Cleaning
Best suited for small or moderately sized tanks with accessible entry points, light-to-moderate sludge, and a planned full production shutdown. The safety burden is substantial: permits, attendants, atmospheric monitoring, rescue capability, and multiple trained personnel are all required before a single worker enters.
Chemical Emulsification and Pump-Out
Effective as a pre-treatment step for hydrocarbon and oil-based sludge, or where human entry time can be minimized. The chemical-sludge slurry produced requires proper waste classification and disposal under RCRA. Verification still requires some form of inspection after extraction.
Robotic and Automated Cleaning Systems
For large-scale liquid storage tanks, anaerobic digesters, covered lagoons, and any facility where production downtime can't be tolerated, robotic systems remove the two biggest variables from the equation: human safety risk and operational interruption.
Bristola's patented zero-human-entry robotic cleaning system enters tanks through a specialized equalization chamber entry port (adaptable to any manhole 24 inches in diameter or greater), allowing the submersible ROV to reach the tank floor while the facility remains in full active operation. Maintained liquid in the tank is a process requirement, not a workaround — it enables proper sediment dilution during extraction. Removed material travels through a flexible hose to a containment or processing option of the customer's choosing.
The system includes real-time sonar navigation, data monitoring, and performance reporting throughout the cleaning operation. For covered ponds and lagoons, Bristola also offers separate sediment mapping services that produce 3D renderings of sediment volumes, depths, and settlement variations — supporting proactive maintenance planning rather than reactive response.
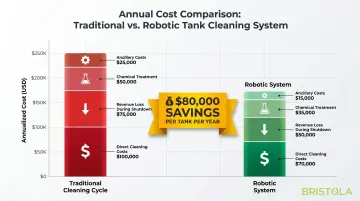
Bristola's own cost analysis compares the two approaches directly: traditional cleaning cycles running roughly every five years carry an annualized cost near $250,000 per tank (including direct cleaning, revenue loss during shutdown, chemical treatment, and ancillary costs). The robotic system model comes in around $170,000 annually — an $80,000 per tank per year difference.
Founder Jared Burma built Bristola after a near-death experience inside a storage tank. That event directly shaped the company's core design principle: no worker should ever have to enter a tank to clean it. Today, Bristola serves biogas digesters, RNG facilities, wastewater treatment plants, and industrial liquid storage operations across the US, Canada, Europe, the Middle East, Australia, and India.
Frequently Asked Questions
What will dissolve sludge in a water tank?
It depends on sludge type. Biodegradable emulsifying agents and surfactant-based cleaners handle hydrocarbon and oil-based deposits; high-pressure water agitation works better for organic and biological accumulation. No single chemical works across all sludge types — mismatching agent to material causes incomplete removal and secondary contamination.
Is sludge in a water tank dangerous?
Yes. Beyond harboring bacteria and heavy metals, decomposing sludge in enclosed tanks produces H₂S and methane — creating life-threatening confined space conditions for anyone performing maintenance without proper gas testing, ventilation, and OSHA-compliant safety protocols.
How often should industrial water tanks be cleaned to prevent sludge buildup?
It depends on tank use, fluid type, and solids loading. For petroleum aboveground storage tanks, API 653 drives inspection-based scheduling. For digesters and wastewater systems, operational indicators — volatile solids reduction, gas output, temperature maintenance — typically signal when cleaning is overdue.
Can sludge be removed from a water tank without emptying it?
Traditional manual cleaning generally requires partial or full draining. Bristola's robotic system is designed to operate while the tank remains in active production — and actually requires maintained liquid in the tank for proper sediment dilution during extraction.
What causes sludge to form in industrial water tanks?
The main contributors: settling of suspended solids and organic matter in water over time, biofilm formation from bacterial activity on wetted surfaces, hydrocarbon residue in petroleum storage, and incomplete mixing in large tanks that creates low-velocity dead zones where material accumulates undisturbed.
What are the OSHA requirements for cleaning sludge from a confined tank?
Tank cleaning involving human entry typically qualifies as permit-required confined space work under OSHA 29 CFR 1910.146. Requirements include atmospheric testing (oxygen, combustibles, toxics — in that order), continuous ventilation, written entry permits signed by an entry supervisor, a trained outside attendant, and a documented rescue plan with non-entry rescue capability before any worker enters.